
はじめに
GMテクノロジー・ラボ読者の皆様、こんにちは!
読者の皆様のおかげでGMテクノロジー・ラボは連載開始から1周年を迎えることができました。
現在「バイト」シリーズの連載中ですが、1周年記念の特別企画として、これまでの連載内容を振り返る総集編を全2回にわたってお送りします。
1回目となる今回は、ものづくりの根幹である「機械加工」の基本と、量産加工を支える「自動盤」の構造と制御方式について振り返ります。
総集編のため少々長くなりますが、もしよろしければ最後までお付き合いいただけると嬉しいです。
1.機械加工の基礎と歴史的進化
機械加工とは金属やプラスチックなどの素材を、加工機械を使用して削ったり穴を開けたりして目的の形を作り出す工程です。
私たちの身の回りの様々な製品、例えばスマートフォンの精密部品、自動車のエンジン部品、医療機器の小型パーツなど、高精度が求められる部品の多くは機械加工で作られています。

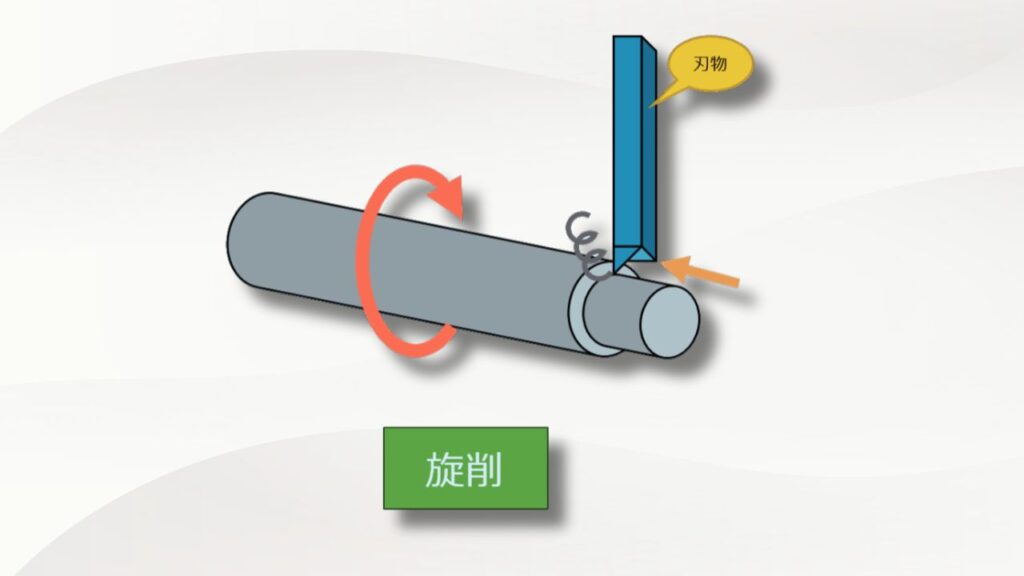
機械加工の中でも刃物(工具)を使って材料を削る方法を切削加工と呼び、その中でも素材を回転させながら削る方法を旋削(せんさく)加工と言います。
旋削加工はネジやシャフトなど精密な円柱形部品を作るのに最適であり、高い量産性も特徴です。
この技術は18世紀の産業革命でヘンリー・モーズリーが精密旋盤を発明することで飛躍的に進化しました。そして、20世紀にはCNC(コンピュータ数値制御)技術が登場し、更に複雑な加工が可能になりました。
2.自動盤の構造的な違い:主軸移動型 vs 主軸固定型
自動盤(自動旋盤)は材料を自動で送り出しながら効率的かつ高精度に加工する量産向けの旋盤です。
主軸(材料を回転させる部分)が移動するか固定されているかによって、大きく以下の2種類に分類されます。
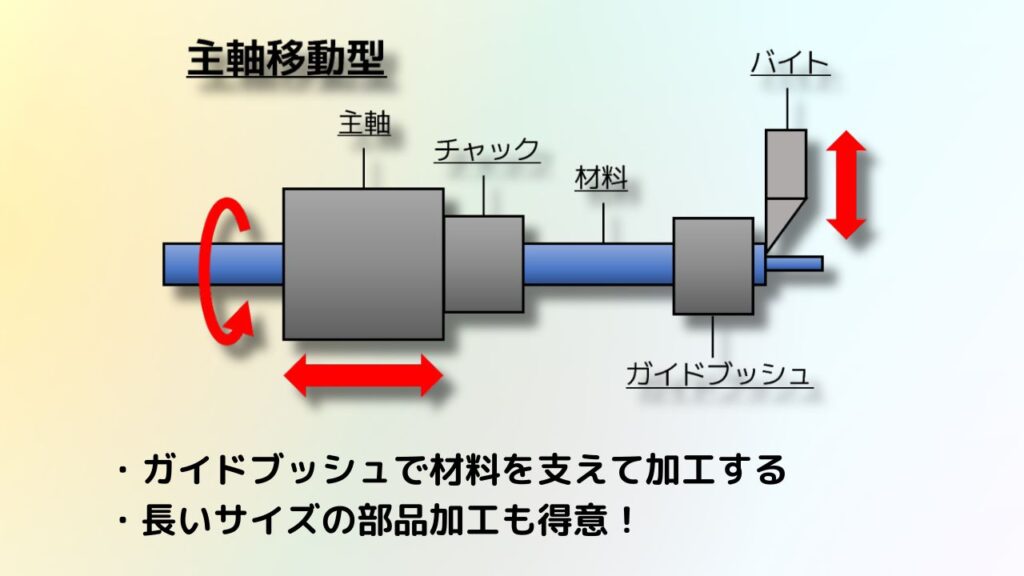
① 主軸移動型自動盤(スイス型)
回転する材料(主軸)が前後に移動し、刃物(バイト)が前後には動かずに加工する方式です。
ガイドブッシュという部品で材料を刃物のすぐ近くで支持することにより、加工時の材料のたわみや振れが抑えられ、細長い部品を安定して加工できます。
しかし、材料自体の外径精度にばらつきがあると、加工精度に影響を受けやすいので注意が必要です。
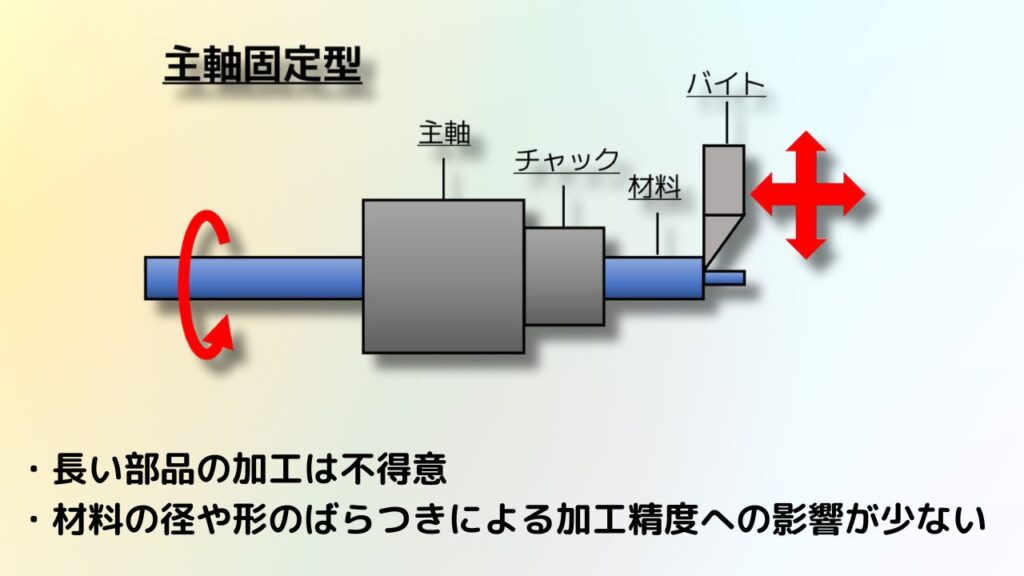
② 主軸固定型自動盤
回転する材料(主軸)は前後に動かず、刃物(バイト)が前後に移動して切削を行う一般的な旋盤の基本的な構造です。
ガイドブッシュを使用しないため、材料の外径精度にばらつきがあっても、加工精度に影響を受けにくいという利点があります。
しかし、ガイドブッシュの様な材料の支持機構が無いため、長い部品の加工には適していません。
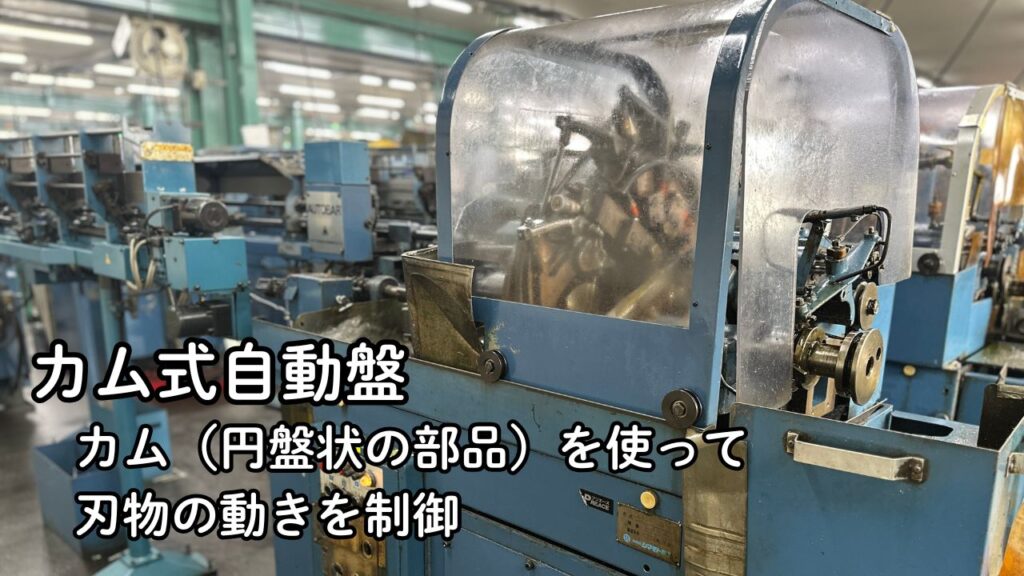
3.自動盤の制御方式:カム式とCNC式
自動盤の動作を制御する方式には機械的な制御のカム式と、コンピュータ制御のCNC式があります。

| 区分け | カム式自動盤 | CNC自動盤 |
| 制御方式 | カム(円盤状の部品)による機械制御 | コンピューターによる数値制御 |
| 得意な加工 | シンプルな形状の量産加工 | 複雑な形状の量産加工 |
| 生産効率 | 動作に無駄がないよう設計されるため、非常に高い | 動作を順に行うため、カム式に比べると生産効率は低い場合がある |
| 変更の柔軟性 | 品種ごとにカムの設計・交換が必要 | プログラムを変更するだけで対応可能 |
カム式はシンプルな部品の大量生産においては現在も高い生産効率を発揮しています。
一方、CNCはプログラムで制御するため、複雑な部品の連続加工に適しています。

次回もお楽しみに!
次回も1周年記念特別企画として、これまでの記事を振り返る総集編の第2回をお送りします。
次回は自動盤に使われる材料と油についてです。お楽しみに!



