
はじめに

こんにちは!GMテクノロジー・ラボです。
6回にわたってお届けしてきた【複合自動盤の仕組み】シリーズも今回がいよいよ最終回です。
これまでバー材による連続加工(第31回)、回転工具(第32回)、C軸・Y軸(第33・34回)、そして背面同時加工(第35回)と、たくさんの機能を紹介してきました。
でも、ここでふと疑問に思いませんか? 「そんなに複雑な機械を使わなくても、旋盤とフライス盤、2台の機械を並べて順番に(二工程で)加工すればいいのでは?」
実は1台で全てを行うことには、加工業でとても重要とされる「ワンチャッキング」という大きな価値があるのです。
掴(つか)み直すと「ズレ」る?
まず、複数の機械に分けて加工する場合を想像してみましょう。
1. 旋盤で丸く削る。
2. 機械から部品を取り外す。
3. 隣のフライス盤に部品をセットして(掴み直して)、穴を開ける。
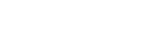
この「機械から外して、別の機械にセットし直す」ことを、「チャッキングし直し」と言います。
実は、どんなに熟練の職人さんがセットしても、一度外した部品をミクロン(1000分の1ミリ)単位で「完全に同じ位置」にセットし直すのは、ほぼ不可能です。 どうしてもわずかな位置ズレが生じてしまいます。
究極の答え「ワンチャッキング」
そこで活躍するのが複合自動盤によるワンチャッキング加工です。
これは「一度材料を掴(つか)んだら、完成するまで離さない」という加工方法です。 材料をガッチリ掴んだまま、旋削も穴あけもフライス加工なども全て行います。
途中で掴み直さないのでズレようがないのです。 これにより以下のような圧倒的なメリットが生まれます。
1. 同軸度(どうじくど)が抜群に良い(品質)
「中心」がズレないので、非常に精度の高い部品が作れます。
2. 工程集約(こうていしゅうやく)による時短(納期・コスト)
人手で部品を運んだりセットし直したりする時間がゼロになります。また、工場内の仕掛品(作りかけの在庫)もなくなります。
高精度なものを正確に速く作る。 相反するように見えるこの2つを両立させる方法が、ワンチャッキングなのです。
絵を描くことで例えると?
この違いを紙にきれいな円を描くことで例えてみましょう。
• 2台に分ける場合
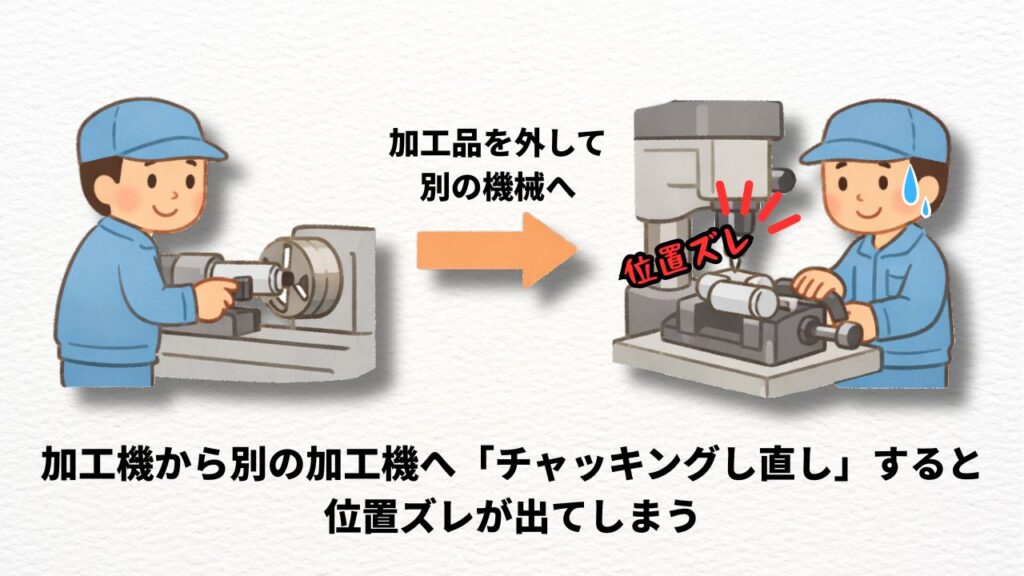
コンパスで円の半分を描いた後に一度針を紙から離し、紙の位置を少し動かしてから残りの半分を描こうとするようなものです。 線をつなげようとしてもどうしても少しズレたり歪(ゆが)んだりしますよね?
• ワンチャッキングの場合
「コンパスの針を一度も紙から離さずに」一筆書きで最後まで描き切るようなものです。 これならズレのない完璧な円になります。
この「針を離さない安心感」こそが、ワンチャッキングの強みなのです。

複合自動盤のちから
複合自動盤は「バー材が自動供給され(量産性)」、「複雑な形状を一気に削り出し(複合加工)」、「ワンチャッキングで仕上げる(高精度)」、この3拍子が揃っており、現代の精密加工にはなくてはならない工作機械なのです。
次回もお楽しみに!
長きにわたり複合自動盤の仕組みについてお読みいただきありがとうございました!
これからも奥深い機械加工の世界を分かりやすく発信していきます。 次回からの新シリーズも、どうぞお楽しみに!



